












Categories
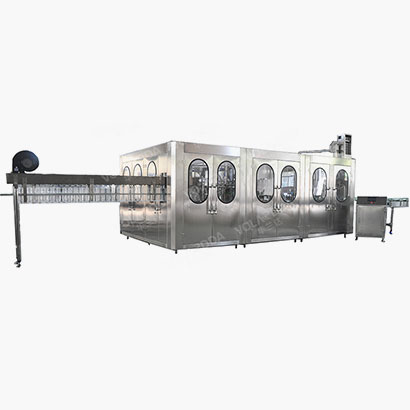
RO reverse osmosis is a kind of membrane separation technology, which relies on the characteristics of reverse osmosis membrane to separate the solvent and solute in the solution under pressure. "Osmosis" is a physical phenomenon. Reverse osmosis is to apply a greater pressure to water containing salt and various fine impurities (ie raw water) than natural osmosis, so that the water from the high concentration side to the bottom reverse osmosis concentration side , And most of the bacterial impurities, organic matter, heavy metals, bacteria, and other harmful substances in the raw water are discharged through the sewage port.
RO reverse osmosis equipment uses sufficient pressure to separate the solvent (usually referred to as water) in the solution through a reverse osmosis membrane (a semi-permeable membrane). The direction is opposite to the permeation direction. A reverse osmosis method with greater than osmotic pressure can be used. Perform separation, purification and concentration of the solution. Using reverse osmosis technology can effectively remove impurities such as dissolved salts, colloids, bacteria, viruses, bacterial endotoxins and most organic matter in the water. The main separation object of the reverse osmosis membrane is the range of ions in the solution, which can effectively remove salt in the water without chemicals. The salt removal rate of the system is generally above 98%. Therefore, reverse osmosis is an advanced, energy-saving and environmentally friendly desalination method, and it has also become the mainstream pre-desalination process.
Main features of reverse osmosis equipment:
1. Under the condition of no phase change at room temperature, the solute and water can be separated, which is suitable for the separation and concentration of heat-sensitive substances, and has lower energy consumption compared with the separation method with phase change.
2. A wide range of impurity removal, not only can remove dissolved inorganic salts, but also various organic impurities.
3. High salt removal rate and water reuse rate, which can intercept solutes with a particle size of several nanometers or more.
4. Since pressure is only used as the driving force for membrane separation, the separation device is simple, easy to operate, self-control and maintain.
Technical parameters of reverse osmosis equipment:
1. Stand-alone water production: 0.25M3/H-100 M3/H (customized according to customer needs)
2. Desalination rate: reverse osmosis system >99% (single-stage or two-stage reverse osmosis machine can be customized according to customer terminal water requirements)
3. Water inlet pressure: above 0.2mpa; working pressure: 0.2~1.5Mpa
4. Recovery rate: 50%-75%
5. Rated power: 3.7KW
6. Rated voltage: 220v or 380v/50HZ/60HZ
7. Packing type: wooden frame packing;
8. Product effluent conductivity: <10μs/cm (raw water <500μs/cm).
The effluent quality meets: "National Drinking Water Standard", "WHO Direct Drinking Water Standard", "Health Safety and Function of Drinking Water Quality Processor" Evaluation Specification-Reverse Osmosis Treatment Device", "Bottled Purified Drinking Water Hygiene Standard (GB17324-1998)" requirements.
Application areas of reverse osmosis equipment:
Due to the advanced, high-efficiency and energy-saving characteristics of reverse osmosis membrane separation technology, various sectors have been widely used. Large-scale reverse osmosis water treatment equipment has been used for seawater desalination, brackish water purification and industrial wastewater treatment. Using reverse osmosis desalination, pure water or ultrapure water can be prepared for use in semiconductors, integrated circuit manufacturing water, power plant boiler water, pharmaceutical industry water, chemical industry water, beverage industry water and other industries (cosmetics, printing and dyeing, electroplating, etc.) . With its dehydration and concentration characteristics, it can also be used to concentrate fruit and vegetable juices, milk, Chinese medicine, etc.
Performance characteristics of reverse osmosis equipment:
1. Continuous operation, stable product water quality
2. No need to use acid and alkali regeneration, saving backflushing and cleaning water
3. Produce ultrapure water with high yield (the yield can be as high as 95%)
4. No reclaimed sewage, no sewage treatment facilities
5. No need for acid-base storage and acid-base dilution transportation facilities
6. Small size, less floor space
7. It is safe and reliable to use, avoid artificial contact with acid and alkali
8. Reduce operating machine maintenance costs
9. Simple installation and low installation cost
